|
Warning: include(/home/sswq.co.kr/www/sswq/in-1.html) [function.include]: failed to open stream: No such file or directory in /home/sswq.co.kr/www/sswq/jishu/rechuli-1.html on line 24 Warning: include() [function.include]: Failed opening '/home/sswq.co.kr/www/sswq/in-1.html' for inclusion (include_path='.:/usr/local/lib/php') in /home/sswq.co.kr/www/sswq/jishu/rechuli-1.html on line 24 |
||
 |
||
|
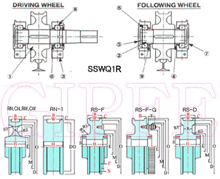
SSW-Q1R 단조휠 SPRAY QUENCHING 열처리의 정의 :
크레인 및 중장비 외 중량물 대차류의 단조휠 열처리는 (SPRAY QUENCHING)스프레이 퀜칭으로 규정하는 정의는 고중량의 안전을 고려하여 열처리부위를 깊게하고 열처리 하지 않는 부분은 유연성을 유지 하여 충격을 완하하고 깊은퀜칭으로 유연성있는 암부위의 후렘역할과 마모성을 높이는대 목적이 있다.
1) 왜 꼭! 스프레이 퀜칭을 하여야 하나?
(노멀라이징)정의 : 유연성을 높여 완충 역할을 한다. 암부위를 쫍게 깍아내어 완충 역할을 더높인다. (경도깊이)의정의 : 노멀라이징 부위를 잡아주는 후레임 역할을 하게 하는데 목적이있으며, 내마모성을 높여준다.다시 말 하자면, 열처리부위가 두껍지 않고 깊이가 낱다면, 노멀라이징 부위는 연하고 열처리 부위는 딲딲하지만 두께가 얇다면, 중량에 견디지 못하고 열처리 부위는 아주 미세하게 짤게 부서지는 현상의 마모가 될 것이다.. 아래와 같은 도면은 내경과 외경 사이 두께가 얇기 때문에(SPRAY QUENCHING)스프레이퀜칭은 부적절 하다. 3) 열처리후 템퍼링이 얼마나 중요한가? 4) 휠 모양 구조에 따른 열처리방법는 뮤엇인가? 5) 경도 깊이는 얼마가 적합한가? 6) 열처리 최상의 품질은 무엇인가?
|
||